Downside of using large VSD oil free screw compressor
[Oil free air insight know how]
Today I want to touch up on a subject that is not commonly known and often underestimated.
“Using a large oil free VSD rotary screw compressor which needs to cover a wide capacity range”.
Large means above 200 kW
Let me first state that by using a large oil free screw compressor far below its maximum capacity gives you bad energy efficiency and costs a lot of money.
Why?
To answer that question you need to know that an oil free rotary screw compressor or dry lobe compressor has a tiny space between the rotors (lobes). In fact that is leakage. Manufacturers put a coating on the lobes to minimize this gap. However it cannot be overcome.
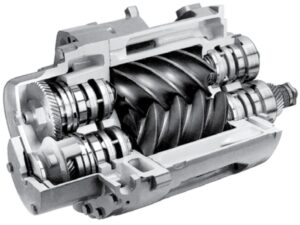
So now we know the rotors do not touch and there is a gap in between meaning there is leakage.
The manufacturer’s design tries to overcome this leakage by increasing the speed of the motor thus increasing the speed of the airend (rotors). This works fine as long as the speed remains high (read: close to maximum capacity of the compressor).
And that is exactly where it can go wrong with a VSD. VSD (Variable Speed drive) is done through a frequency inverter that, as the name says, varies the speed of the motor according to the air demand. The motor drives the airend and therefor the speed of the airend is decreased when the air demand (capacity) decreases. The speed of the airend goes down and so will increase the “leakage” between the rotors. More leakage is less efficiency means a loss of money and an increase of CO2 footprint.
Recently we came across a customer who was advised by the salesman to buy a brand new 900 kW oil free screw compressor with VSD. They already owned 3 older fixed speed oil free screw compressors.
2 things were applicable in this industrial compressed air plant.
1]there were huge leakages in the compressed air piping because of age and
2]the air demand was fluctuating.
The fluctuation had to be compensated by this new compressor resulting in air discharge over a wide range of capacity. Although the power consumption of this machine decreased by a great deal, the efficiency due to the above described phenomenon dropped dramatically. The clients was thinking that he had chosen a great economical gain and contributed to his environmental and CO2 footprint goals, but in fact he had done the contrary.
Large CAPEX and low efficiency could have been prevented.
Want to know how?
This real case shows that there are several possibilities. Contact us to know how we would solve this issue. Not by selling a capital intensive machine but providing you with the best technical and economical solution.